Blog
Tapping Tip – Don’t Let % of Thread Derail Your Part
As any experienced machinist will tell you, you usually gain some experience drilling and milling, before you learn about tapping a hole (the operation in which internal threads are produced). Why? Because a higher level of precision is required for this operation and tapping the hole is the last operation to occur in completing the part. If an error is made, all the earlier efforts (time and materials) will be wasted.
The first thing a novice learns about tapping is that the hole you drill will be smaller than the diameter of the bolt that will go into the hole. This is because you have to leave enough material in place to cut the threads into. The threads tapped will increase the diameter enough to engage the bolt.
But how do you determine the proper size hole to drill for a pre-determined size of bolt and the correct size tap to add the threads?`
A Rule of Thumb
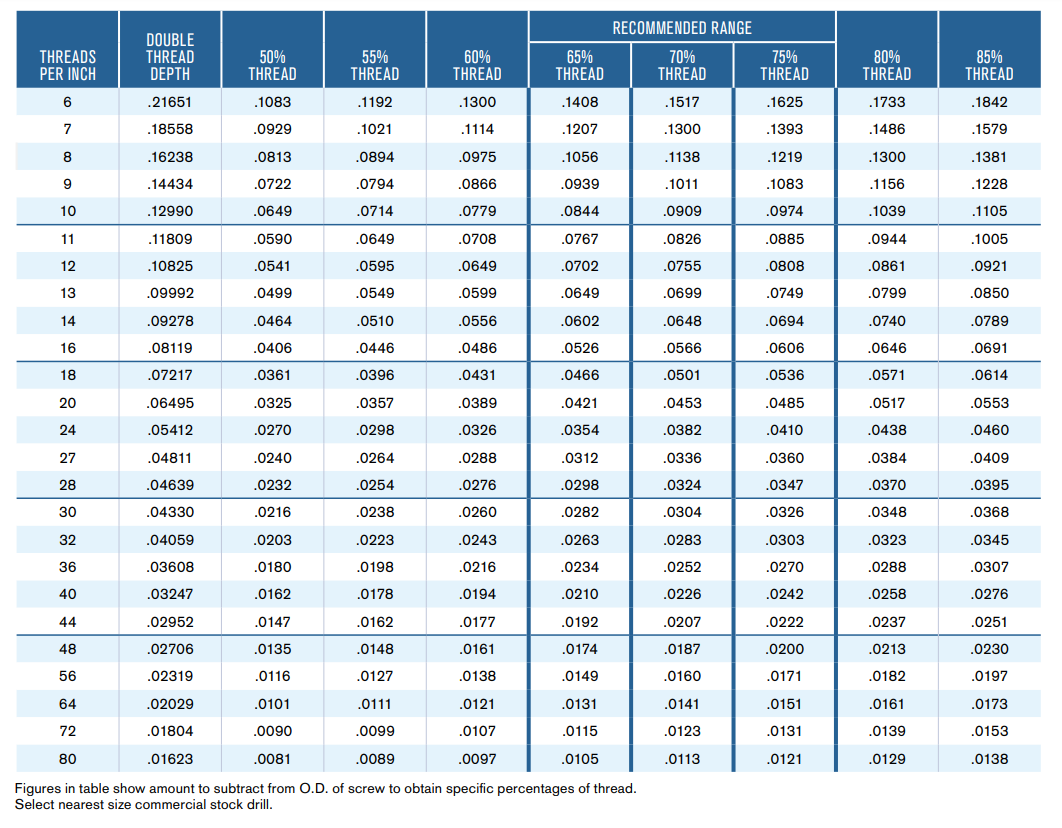
When considering the hole size for 60-degree threads, the percentage of the thread relative to the complete hole should be 75%. This is a good rule of thumb for anyone machining to satisfy 2B or 3B classes of fit. A little bit higher is okay for softer materials and a little bit lower for harder materials.
Hole Size Risk Factors
There are many factors that go into this range:
- As the percentage of thread rises, so do the stress factors on the tap. This can lead to an increased likelihood of tap breakage due to increased torque during tapping which can lead to disastrous failures that leave the tap and thread in pieces. Such failures can often not be salvaged, leading to a scrapped part.
- A lower percentage of the thread also has its own challenges. While the larger hole size reduces torque and, thus ease of tapping, it can lead to lower thread engagement or even cross-threading issues. If tapping less than 3X diameter, we recommend no less than 65% of thread to ensure the internal thread exceeds the strength of the mating bolt.
- When the application consists of higher tensile steels, a larger hole size (with less percentage of thread) may work better to reduce the tapping torque. Consider an oversized chamfer point diameter with plug chamfer style when using a larger hole diameter. This will provide more cutting edges while also ensuring they are all actually engaged. This will spread the “work” out of each effective cutting edge and optimize tap performance.

Picking the Perfect Tap
When all is said and done, taps are made to very exacting tolerances. At the first sign of trouble, it’s the tap that gets the blame. But before jumping to conclusions, look at the hole size (and percentage of thread) to ensure your calculations are correct. As with many things, tapping success begins with the proper prep work.

While many companies manufacture taps that “could” work, there are many variables that go into a tap selection. A tap that is designed for a specific application will always give the best results. The easiest way to ensure you have the right tool for the job is to contact us anytime for all your tapping needs.